
公司新闻
NEWS
热门排行榜
HOT










联系方式
CONTACT US

电话:0371-55682180
传真:0371-55682180
手机:136-7371-1977
邮箱:3489671897@qq.com
地址:郑州新密市超化镇工业园区
编辑:admin
分类:耐火知识
发布:2017-09-20 19:42:13
浏览:次
矿热电炉根据炉体结构形式可三大部分,即炉底、炉身和炉顶。
炉底为反拱形,炉底总厚度约1200mm,一般用3~4种不同材料砌筑。
电炉砌筑前一般应具备下列条件:
(1)矿热电炉周围内的厂房屋面安装完毕,可以防雨雪;
(2)炉前工作台安装完毕,能作为砌砖时的材料堆置场地;
(3)炉体所有的金属构件安装完;
(4)所有安装的冷却件经现场试压合格。
A 炉底粘土耐火砖
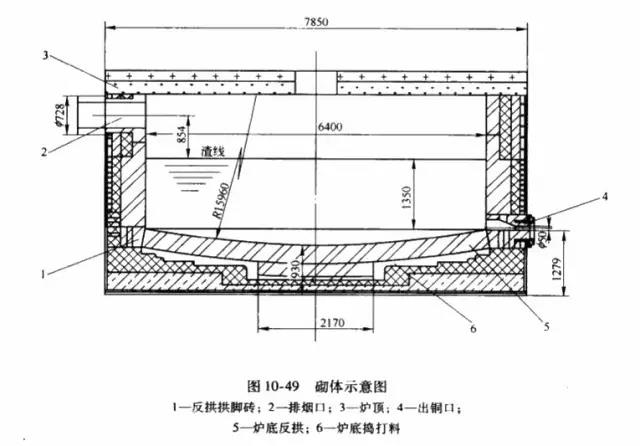
(1)对椭圆形炉子,耐火砖可错砌成弧形,耐火砖上表面利用镁质捣打料,按设计反拱弧形尺寸进行施工。见图10-49所示,也可利用耐火浇注料按设计反拱弧形尺寸预先浇注。预先浇注的反拱弧形炉底,应根据设计要求的弧度,沿长度方向找准中心线,将反拱的弧形画在炉壳上,据此支设凹形模板,浇注耐火浇注料,浇注宜分段交叉进行,手工捣实,并按模板的上表面抹平,第一批浇注料养护1天即可拆模,接着浇注第二批。新老浇注料的接缝不需要作特殊处理。
浇注层经养护干燥后,用经纬仪测出纵向中心线,砌筑从纵向中心线开始向两侧对称进行。湿砌时,砖缝厚度应小于2mm,两层反拱间的环缝应小于3mm。温砌的炉底,砖缝应烘干。可采用远红外线烘干器具进行。
粘土砖反拱的上部,有一层镁质捣打料,厚度为80mm左右,采用机械捣打。捣完后.应用弧形样板检查,直到符合要求为止。经烘干后,再砌筑镁铬砖反拱。
镁铬砖反拱温砌,砖缝厚度应小于1.5mm。砌筑时.先沿炉底中心线拉通线,据此在中部试砌一环,确定拱砖的加工尺寸、,然后以横向中心线为基准,按砖的宽度尺寸逐环弹线,用来控制与保证砖环的平整和垂直。
砌筑时,先将砖干排验缝,其次把排好的砖,依次移放于一边。在待砌地点铺一层泥浆,再用刷子在已砌好的砖面上涂刷一层稀泥浆,然后将砖沾浆砌筑,撂底的第一列砖是整层炉底砌体的关键,砌完好庇检查其砖缝与垂直度是否符合要求。在砌完的每列砖的两端膨胀缝内都应及时用木楔塞紧。整个砌砖过程应用木锤敲打,不得使用铁锤。
(2)圆形炉底:圆形炉底应采用十字形砌筑法,砌砖前,应参照图10-33~图10-35所示,将中心线垂直画在壳体上并延伸至整个炉底高度,作为砌筑十字砖列的依据。其次,按出料口中心线标高,往下画出炉底各砖层的标高线。
为了使砌体砖缝错开,上下相邻砖层的十字中心线应相互错开22.5°一45°角,最上层则与出料口中心线相错22.5°一45°角。
(3)十字形炉底通常有下列两种砌法:
1)根据炉壁所刻画的十字中心线拉线(或在底层上打样),沿线准确地放置四根表面非常平整且相互成直角的导向方木,作为砌十字形砖列的依据.可参照图10-35砌筑法。为了防止上下砖层在中心点产生通缝,拉上层砖的中心线时,应使其中心点与下层砖中心点错开砖厚的一半。
2)据炉底十字中心线先进行中心砖的定位.即在中心砖的砖面上,按等分位置画出相互垂直的十字线,使之与炉底十字线重合。然后错开砖列厚度的一半,重拉十字线,沿线设置四根导向方木,以其为导向砌筑十字形砖列。
每层耐火砖撂底前。炉底十字中心线要仔细检查其相互角度是否互成直角;底盘线、导向方木与所拉十字线必须严格一致,不许偏歪.
砌筑炉底时,先将砖干排验缝,其次把排好的砖,依次移放于一边。在待砌地点铺一层泥浆,再用刷子在已砌好的砖面上涂刷一层稀泥浆,然后将砖沾浆砌筑。撂底的第一列砖是整层炉底砌体的关键,砌完好应检查其砖缝与垂直度足否符合要求。揉砖能使上下砖缝均匀,避免“花脸”现象,操作时, 一手在上,一手在下,要加强下部压力,使砖紧贴砌体进行。上下迅速揉搓3~4次。一般揉砖是从离底部50mm处开始在砌完的每列砖的两端膨胀缝内都应及时用木楔塞紧,整个砌砖过程应用木锤敲打,不得使用铁锤。砌体砖缝厚度不应超过2mm,每层炉底的表面应严格保持水平,每2m水平误差不超过3mm。砖层表面的错台不得大于1mm。
炉底砖层与炉壳应留20~30mm的膨胀缝,缝内放硅酸铝耐火纤维板。
B 炉底捣打料
粘土砖砌筑完后,进行加热干燥或自然干燥,去除其中水分(干砌不用加热),然后采用粘土砖按炉底反拱角度尺寸从中心线向两侧平放错砌。砌好后在砌体表面上涂刷一层煤焦油,开始进行下道工序 -捣打料的施工。
捣打料施工前,煤焦油加至160℃以上脱水,镁砂和氧化铁粉加热至180℃进行干燥。耐火砖表面加热至50~60℃,并将表面清扫干净,趁热涂刷一层煤焦油,然后将拌好的捣打料倒入。每层的厚度为50~60mm,松料的压缩比为50%,捣打料用加热捣锤捣固,从炉子中心向四周进行,捣打的风压不小于0.5MPa。捣打料的捣打温度应控制在100~110℃,捣打料施工完后用弧形样板检查,直到符合要求为止。最后进行烘干,准备镁铬砖的砌筑。
C 炉底镁铬砖
镁铬砖待捣打料干燥好后,在表面刷一层2mm厚泥浆,然后用异型砖咬砌。镁铬砖均由中心线开始向两侧错缝温砌,砖缝厚度不大于1mm。镁铬砖采用竖砌,厚度为460mm,倾斜面不准有台阶。两侧反拱的拱脚砖标高尺寸必须相等,拱脚砖外侧采用镁砂填料。炉底必须按要求砌筑,如图10-49所示。
砌筑时沿长度方向(或四周)按要求留足膨胀缝,膨胀缝内填入马粪纸或要求的纸板。
反拱的拱脚砖层、炉底圆与炉体连接部是决定炉体砌筑质量的关键,炉底连接部表面必须水平,内外径及360°平面误差小于2mm.
D 电炉本体
电炉本体由镁铬砖、粘土耐火砖、隔热耐火砖、冷却件组成。
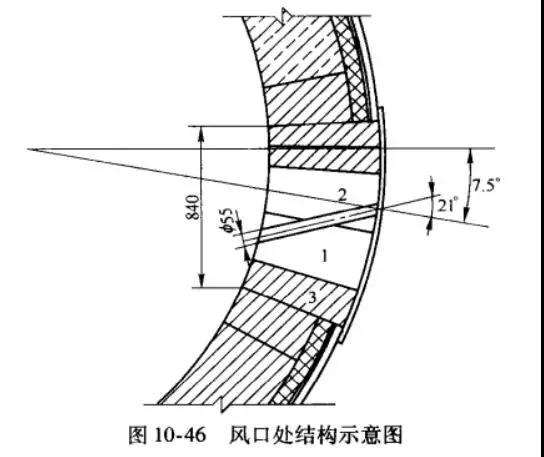
先施工靠壳体的冷却铜管和耐火浇注料,待浇注料干燥后,可开始砌耐火砖。结构如图10-46所示。
在施工前,先用测量仪器复核壳内的尺寸和出铜口、出渣口中、排烟口和位置、尺寸是否正确。砌筑应从下部拱脚表面连接部开始,每砌5层砖,按设计要求填入一层油毡纸作膨胀缝。每层的膨胀缝应按设计要求等分设置,椭圆形炉膨胀缝应按要求留在中间直线段。每层的膨胀缝不应设在一个平面上。垂直膨胀缝每层按设计要求等分设置,每层膨胀缝应错开布置,砖缝厚度为1mm。
每砌5层砖应用靠尺进行水平测量和垂直测量,如发现倾斜立即返工。
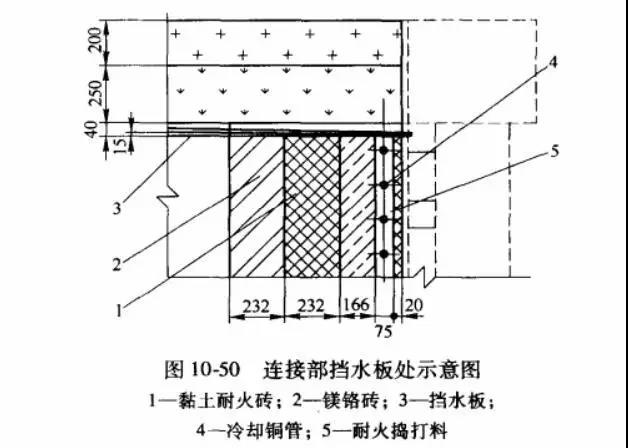
本体顶层按设计要求留出膨胀缝,膨胀缝可放入设计要求的材料或木屑耐火泥浆。要特别注意炉体顶部挡水板的安装位置,必须按要求进行.如图10-50所示。
E炉顶
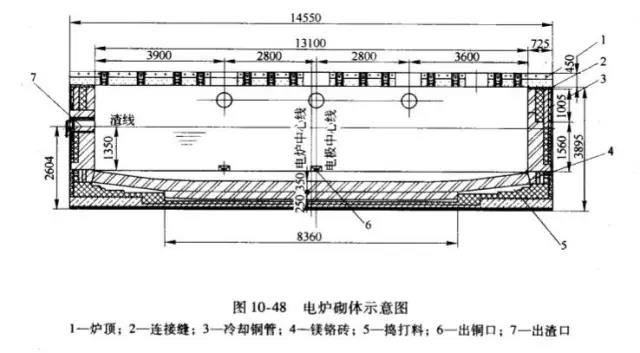
炉顶采用耐火浇注料,也可用砖砌。也有上下采用不同的耐火浇注料浇注而成,如图10-48所示。
炉顶浇注前,应对浇注料进行必要的技术检验工作,确认符合设计要求后方可使用。对成品耐火浇注料,通常根据生产厂提供的施工说明书规定的配合比和要求进行施工,
对有H形梁和配筋的炉顶,浇往前,应检查H形梁的安装尺寸,水冷件的试压完全符合设计要求后,方可进行耐火浇注料的施工。
施工前先按设计结构形状做好木模,尺寸应符合设计要求,预留孔洞尺寸应准确,支撑应牢固,模板安装便于施工,接缝不漏浆。预留膨胀缝用的木板条等应固定牢靠,避免受振捣时移位。模板在施工前应涂刷防护机油,以防粘结。施工从下至上按顺序进行浇注。
膨胀缝的留设,按耐火材料供货商提供的浇注料的膨胀物理参数,决定是否留设。留垂直膨胀缝,膨胀缝内放入油毡纸。
浇注料的加工,水的配比应按规定的最小比例配,搅拌时要均匀,浇注时不能分层。顶部预留操作孔应按设计要求留设,不得有误差。
上一篇:磷酸耐火可塑料
下一篇:市环保局通报环境问题,4家耐火材料相关企业上榜
相关资讯
- 水泥回转窑的这几个特殊部位,是耐火材料砌筑的关键 2023-12-09
- 浇注料、捣打料等不定形耐材的施工要点 2023-12-09
- 耐火砖的堆放技巧 2023-12-09
- 炼钢用耐火材料 2023-12-09
- 教你耐火砖湿法砌筑的施工技巧 2023-12-09
- 玻璃池窑各部位所用耐火材料的应用情况分析 2023-12-09
- 陶瓷窑炉施工应注意的问题 2023-12-09
- 碳化硅的合成及碳化硅耐火材料的性能及用途 2023-12-09
- 炼铁高炉内衬结构和原理 2023-12-09
- 冲天炉用耐火砖及浇注料类型 2023-12-09
推荐产品



